
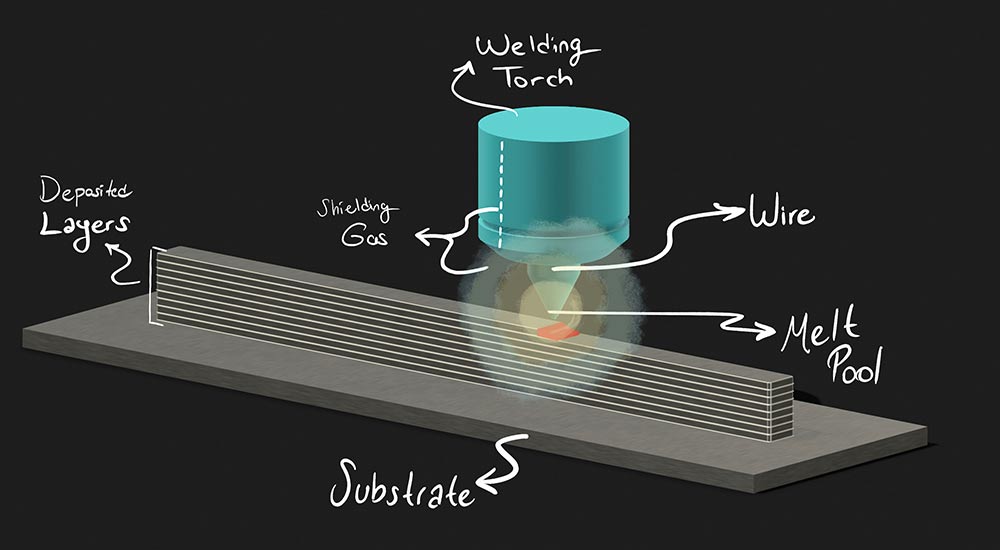
Wire Arc Additive Manufacturing
WAAM
Layer by layer deposition of a continuously fed metallic wire using arc as the heat source.
The investment required for Wire + Arc Additive Manufacturing is less than that of other DED techniques.
Compared to other additive manufacturing techniques, WAAM parts only need a limited amount of post-processing work to meet the intended production objectives.
Compared to conventional manufacturing technologies, WAAM offers less material waste, and faster production times.
Reduces part manufacturing costs and increases the raw material’s efficiency while reducing material waste.
Enables the simultaneous production of parts with a large number of subcomponents. By doing this, it lessens the quantity of assembly parts used in production.
It is straightforward to construct complex forms all at once due to the layer-by-layer method used by the WAAM technique.
Offers low-material-consumption manufacturing that is environmentally sustainable.
In conventional manufacturing processes, the primary element is often made up of many sub-components before being assembled. Since the part can be created as a single component via additive manufacturing, it offers a more durable construction.
Due to the near-net-shape nature of the WAAM process, the number of post-processing steps required to bring the manufactured part to final stages is quite decreased.
In contrast to conventional manufacturing techniques, raw materials are used as and when they are required. By doing this, it reduces raw material waste and guarantees that raw resources are used as effectively as possible throughout the manufacturing.
WAAM enables the production of quite complicated geometries. Additionally, topological optimization and the creation of generatively created pieces are more feasible.
With its fast deposition rate, it facilitates the manufacturing of big volume components. When employing robotic peripherals like a positioner, slider, gantry, etc., robotic WAAM makes it simple to increase the volume of components that can be produced.
Gas Metal Arc Welding – Additive Manufacturing
Today, the GMAW-based additive manufacturing (GMAW-AM) approach is widely adopted compared to other additive manufacturing processes due to its
- Higher energy efficiency
- Higher deposition rate
- Higher mechanical strength
- Higher material usage
- Higher density
- Lower porosity
- Lower production time
Higher energy efficiencyHigher deposition rateHigher mechanical strengthHigher material usageHigher densityLower porosityLower production time
A continuous solid wire electrode travels through the welding gun along with a shielding gas.
An electrical arc between the wire and base metal generates heat that melts both while shielding gas protects the molten weld pool from harmful atmospheric gasses
DCEP or straight polarity in GMAW provides desirable features of stable arc, smooth metal transfer, low spatter, good weld-bead, and good penetration.
The GMAW-AM system achieves maximum energy efficiency.
Gas Tungsten Arc Welding – Additive Manufacturing
In this process, the arc starts between the non consumable tungsten electrode and the workpiece and forms a molten pool on the workpiece surface.
The filler wire is driven into the molten pool, where the wire is melted and deposited on the substrate surface.
The heat generated at the anode is only used to melt the substrate surface or to form a melt pool. Since the polarity is DCEN and the electrode is a non-melting electrode, the additional wire is melted by the generated heat in the melt pool.
This keeps the energy efficiency of the GTAW-AM process lower compared to other WAAM methods.
The deposition rate is lower than other WAAM methods.
Plasma Arc Welding – Additive Manufacturing
PAW is an arc welding process very similar to GTAW welding as the arc is formed between a pointed tungsten electrode and the workpiece
An arc is formed between the tungsten electrode and the water-cooled nozzle.
An inert gas is ionized as it flows through the arc region.
This ionized gas is directed to the substrate surface through the small orifice of the gas nozzle.
The high flow of the plasma jet creates a melt pool on the substrate surface.
An additional wire is fed into the process and melted in the molten pool.
Wire-Laser Additive Manufacturing
Wire-Laser Additive Manufacturing (WLAM) is an additive manufacturing (AM) process in which the metallic wire is melted by laser beam and deposited on the substrate or already deposited material to build large scale components. Like Wire + Arc Additive Manufacturing (WAAM), this process is also able to produce fully dense parts at high deposition rates. However, due to implementing laser technology in this process and consequently high design and manufacturing flexibility in terms of part geometry enables this process to build medium to small components with unique geometries without the need for any additional machining. In addition, using the combination of beam size, power density and wire feed rate in WLAM, it is possible to independently control the height or width of the deposited material.
CLADDING REPAIR
Due to its minimal material consumption, high deposition rates, and superior structural quality, Wire Arc Additive Manufacturing offers an efficient alternative for component repair. For high volume components, parts repair is particularly beneficial in terms of cost and reusability. Metalworm Cladding Repair can be used to fix nicks, surface deformation, holes, and fractures.
Scanning the part to be repaired with 3D systems
Comparing the part to be repaired with the original CAD-data
Cleaning the surface of the part to be repaired
Repairing part with Metalworm
Finalizing the process with
post processing

ACTIVE COOLING TECHNOLOGY
By using cooling table technology, Metal Worm suggests a brand-new active cooling system that will promote heat transmission to the substrate and thus reduce high heat accumulation. Additionally, active cooling technology makes it possible to produce parts on thinner substrates, which reduces substrate waste and costs. The WAAM process can be accelerated using active cooling technology by cutting down on the inter-layer cooling time. Additionally, this causes the rate of deposition in the WAAM process to rise further. Our preliminary studies have revealed that implementing cooling in WAAM process has almost no effect on the microstructure of manufactured parts.
ACTIVE HEATING TECHNOLOGY

The MetalWorm active heating technology eliminates thermal gradients and homogenizes temperature distribution, making it one of the most effective ways to prevent cracking, residual stresses, and subsequently failure of the process by high distortion. In terms of geometrical aspects, active heating during the WAAM process is particularly beneficial since it prevents the molten pool from slipping in the materials with high thermal conductivity.
VIBRATION TECHNOLOGY

Coarse and columnar grains, such as dendritic structures, are generated in the microstructure as a result of the cyclic and rapid heating and cooling that occurs during the WAAM processing of materials. Implementing in-situ vibration prevents the development of columnar grains and encourages the transition of coarse columnar grains into fine and equiaxed grains, leading to superior mechanical characteristics.
Robotic Wire + Arc AM Technology
Touch Sense and Arc Sense technologies, enable us to find the position of the points in 3D space and follow the deposition line, perfectly.
Arc Voltage Control
It allows the robot to work at the automatically defined height value after detecting the height difference between the torch and the component throughout the process.
Algorithm-Based Adaptive Wire + Arc AM Technology
The sensor instantaneously analyses the data and adjusts the wire feed speed, weaving frequency, and speed in real time using its exclusive technology for welding components with variable gab width.
ROBOT PERIPHERALS
Six DOF robotic systems can be created to operate synchronously with additional robotic positioner, slider, and gantry systems in order to carry out the necessary operations for a wide range of processes and parts. These kinds of robotic systems are capable of handling components that are hundreds of meters depth, and tens of meters wide and high.
Repeatability
Ability to achieve repetition of the same task.
Accuracy
Is the error between the requested task and the obtained task or ability to hit the target each time.
Trajectory
A time schedule for how to follow a path given constraints such as position, velocity, and acceleration.
Path Accuracy
To execute the generated trajectory in a sufficiently accurate manner by control system.
Synchronous Motion Control
Closed kinematic control of robotic systems with industrial robots and robot peripherals is performed and high precision parts are produced.
Robot Programming
Robot programming and control in Teaching, Digital Twin, Simulation environments.
End of Arm Tool
With EOTs specially designed for the process, it is possible to carry out and monitor the various processes needed.

SENSOR FUSION
By merging data from numerous sensors for a single goal, sensor fusion improves process understanding and control. Data collection and process information analysis are relatively simple using Metalworm Diagnostic.

IOT
With the IOT, data is instantly gathered from robotic systems, process equipment, and other sensors, and all systems are interconnected. The acquired data may be instantly monitored, saved in the database for subsequent review and analysis, used to generate production reports, and fed into machine learning algorithms. By incorporating the data generated by robotic systems into programs like ERP and MES, it is possible to improve the traceability of all planning and production processes.

MACHINE LEARNING
Anomalies detection, assuring the closed loop process control, and process-related predictions can be formed by conducting analyses on the data gathered using machine learning algorithms and deep learning techniques.

AR/VR TECH
Robotic systems can incorporate augmented and virtual reality technologies, which can then be utilized for system monitoring, maintenance, repair tasks, and training activities.

OFFLINE
PROGRAMMING
The process from CAD data to part production can be quickly prepared for production with offline programming software for additive manufacturing by slicing the CAD data, figuring out the deposition strategies, generating the tool path, and extracting the robot code (post-process) by running production simulations. With offline programs, it is possible to program robots and external axes, control process equipment and automation signals.